|
|
| ���F�ڵ�λ�ã� ����ԫ��ܵ�����˾ > ������Ϣ> ԫ�� ��늏S�Ç�������䓹�Ʒ�|��Խ/����䓹S�� |
|
|
|
| �l���r�g�� |
2024/3/30 8:46:00 |
|
|
|
ԫ�� ��늏S�Ç�������䓹�Ʒ�|��Խ/����䓹S�� Ԕ���f�� |
|
| |
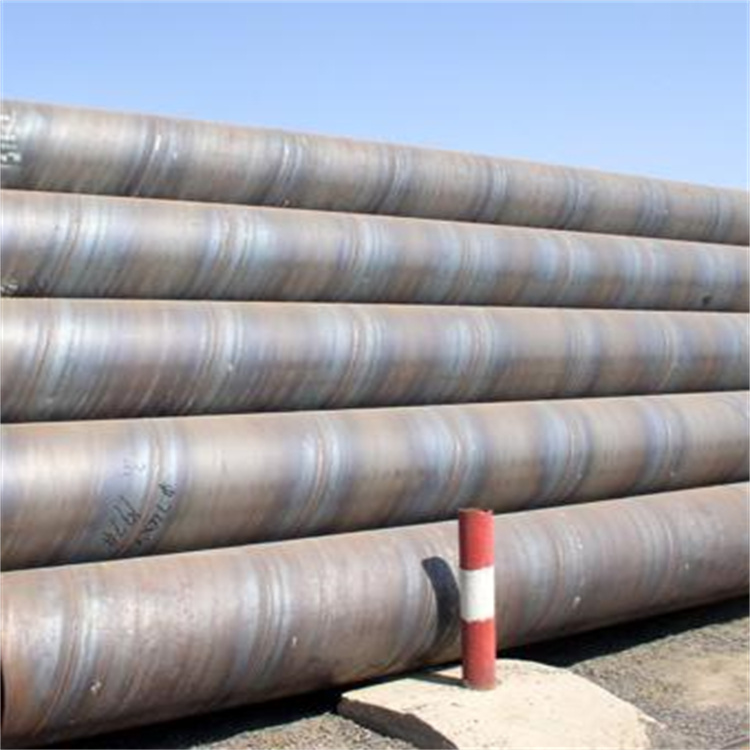
����䓹ܵ����칤ˇ�Q���䚈�������^�� ���������P�Y��ӛ�d����Щ�����ӽ������O�ޣ�ֱ�p��䓹�����ÔU�ܹ�ˇ�����������ӽ��㡣�ӟ���ɞ��ڹ����ȱ�����S������ϳʬF�Ѽy���ۯB��ƫ�۵ȏUƷ�ľ��ɡ��������p���Ӹ�ۙ�������ھ��z�y��ۙ���^���y����ˣ����pȱ�ݳ��˸��ʸ���ֱ�p��䓹ܡ��@�N�ӟ�������P�I���ڌ����Ͼ���ӟᵽ�m�ڼӹ��Ĝضȡ����ڴ����|��Ӱ푺ܴ�Ҳ�����f�����ܼӹ��r�Ĝض���Ӱ��|������Ҫ�l��������һ��Ҫ�����ӹ��r�����Ϝض��M�вٿء�����䓹ܺ��p�e߅��������1.1��1.2 mm ,���Շ��H�T���e߅��ҪС�ں�ȵ�10%����ܵ��ں��^С�r���e߅���y�ԝM��Ҫ��ֱ�p���ܟo�ˆ��}�����������ܵij��a�^���У�����Ҫ�ӹ����ڟ��B���M�еģ��ʼӟ�����ǛQ�h��Ʒ�|���dz���Ҫ�Ĺ��ӟ��õğ��L�t������������Ч�����֞�ӟ�t���ټӟ�t�ɷN;ǰ�����ڌ����Ϗij��ؼӟᵽ�ӹ��ض�;���������ڼӹ��^���Ќ������ټӟᵽ����ļӹ��ضȡ��cֱ�p������ȣ��������p�����^��������ЬF����ء������������ӿ����|���Éģ����ϵĴ��לض�����ԭ�Ϯ��Ӷ��������ӡ���U���ܵ�����1200�����ң���̼���������Ͻ�Ԫ���^���r�ض�Ҫ�Ե�һЩ���ӟ�������P�I�DZM�����p����Ƥ�������e���ڟ������⣬��U���Ė|���۔�������ܲĵı����|���������������Ӈ�����������䓹ܟ�Ӱ푅^����ֱ�p��䓹ܵğ�Ӱ푅^������Ӱ푅^�Ǻ����|�������h�������L�t�ķ�ʽ���S��N����Ҫ�\�õ��ǭh�μӟ�t���@�N�ӟ�t���Эh�εĠt�ף����ɾ������D׃�����Ϗ����̎�����t��ֱ�������b�룬���Dһ�õ�����֮̎�ľͿɼӟ�;��ᵽ��Ҏ�t�ضȵ�һ�N�t�ӡ�
���aƷ�Wַ��http://m.338jjj.com/sjshow_507800607/
�֙C��Wַ��http://m.vooec.com/trade_507800607.html
�aƷ���Q��ԫ�� ��늏S�Ç�������䓹�Ʒ�|��Խ/����䓹S�� |
|
|
|
|
|